時間:2025-09-25
隨著制造業對高精度與高效率的需求不斷提升,激光焊接技術逐漸成為汽車、電子、醫療器械、新能源等行業的關鍵加工手段。相比傳統焊接方式,激光焊接具有焊縫窄、速度快、變形小等優勢。然而,在實際應用中,激光焊接仍可能出現一些缺陷,這不僅影響焊接質量,還可能縮短產品壽命。因此,了解激光焊接常見缺陷的原因,并采取有效的預防和控制措施,顯得尤為重要。
氣孔是激光焊接中最常見的缺陷之一,通常表現為焊縫內部出現微小空洞。
產生原因:
1. 焊接過程中,材料表面或接縫存在油污、銹蝕、水分等雜質,受高溫作用后氣化,形成氣泡而未能及時逸出。
2. 激光能量分布不均勻,導致焊池凝固過快,氣體來不及排出。
3. 保護氣體流量不足或方向不合理,導致空氣混入焊縫。
解決思路:
l焊前對工件進行嚴格清理,保持表面干凈、無油無銹。
l優化激光參數,控制適宜的能量密度和焊接速度。
l改善保護氣體噴射角度與流量,減少空氣混入。
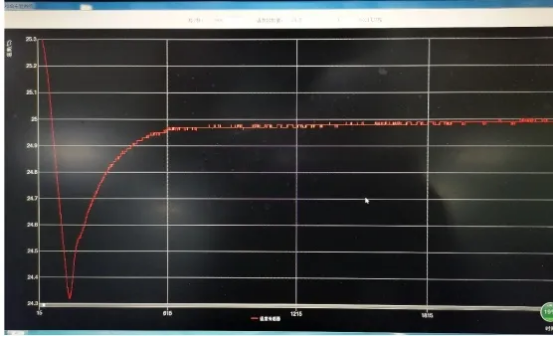
在這一點上,酷凌時代冷水機能發揮重要作用。激光焊接對溫度極其敏感,若激光器或光學元件因過熱而功率波動,就會導致能量不均,增加氣孔風險。酷凌時代的Q系列小型冷水機憑借±0.01℃的控溫精度,能夠保障激光器持續穩定輸出,從根本上降低氣孔出現的概率。
二、裂紋
裂紋是影響焊接結構安全性的嚴重缺陷,通常分為熱裂紋和冷裂紋。
產生原因:
1. 熱裂紋:在焊接過程中,焊縫金屬受熱膨脹和冷卻收縮不均,產生應力集中。
2. 冷裂紋:焊后快速冷卻導致組織脆化,或因殘余應力過大而開裂。
3. 材料成分不均,含有較高雜質元素(如硫、磷),容易引發裂紋。
解決思路:
l合理選擇焊接材料與焊絲,減少有害元素含量。
l優化激光能量輸入,避免過高的熱輸入引起應力集中。
l使用高精度冷卻系統控制冷卻速率,防止急冷急熱。
酷凌時代的冷水機在此同樣不可或缺。通過對激光器及相關設備提供穩定冷卻,不僅能避免因過熱產生的熱應力,還能維持激光輸出一致性,從源頭減少裂紋風險。
焊縫成形直接影響焊接外觀和力學性能。常見問題包括焊縫過寬、焊縫過深或焊縫表面不平整。
產生原因:
1. 激光功率設置不當,功率過大導致焊縫過寬,功率不足導致熔深不足。
2. 焊接速度過快或過慢,導致焊縫不均勻。
3. 光束焦點位置偏移,無法正確作用于焊接區域。
解決思路:
l根據工件厚度與材質合理設置激光功率和焊接速度。
l調整聚焦鏡頭,保證激光焦點準確落在焊接部位。
l使用高穩定性的激光冷卻設備,防止因溫度波動造成光斑漂移。
酷凌時代的微型直流變頻冷水機采用先進的變頻控制與物聯網監測技術,可實時反饋并保持溫度穩定,確保激光器的光束特性一致,幫助客戶獲得平整且高質量的焊縫。

四、未焊透與未熔合
未焊透與未熔合是常見的焊接質量問題,嚴重時會導致焊接強度不足。
產生原因:
1. 激光功率不足,無法完全穿透工件厚度。
2. 接頭裝配間隙過大,導致激光能量分散。
3. 焊接速度過快,使焊縫來不及充分熔合。
解決思路:
l合理提高激光功率,確保熔深滿足工件厚度需求。
l改善工件裝配精度,減小間隙。
l控制焊接速度,保證焊池充分熔合。
通過酷凌時代的高精度冷卻方案,能保證激光器長時間運行后仍維持穩定功率輸出,有效避免因功率下降導致的未焊透和未熔合問題。
在激光焊接過程中,若工藝參數控制不當,可能會出現飛濺、燒傷、塌陷等表面缺陷。
產生原因:
1. 激光能量過高或焊接速度過慢,導致金屬液體飛濺。
2. 保護氣體選擇或流量不當,影響熔池穩定性。
3. 冷卻不及時,使表面金屬層收縮不均。
解決思路:
l優化激光參數,控制適宜的能量輸入與速度。
l合理選擇保護氣體種類及流量。
l使用高性能冷水機保障設備溫控穩定,減少過熱引發的缺陷。
酷凌時代的冷水機不僅體積小巧,便于集成到各種激光設備中,還能在惡劣環境下保持長期穩定運行,幫助客戶顯著減少焊接表面缺陷。

結語
激光焊接雖然技術成熟,但由于材料、工藝、設備等多方面因素,仍可能出現氣孔、裂紋、焊縫成形不良、未焊透以及表面缺陷等問題。通過優化工藝參數、改善材料處理和強化冷卻系統,可以大幅降低缺陷發生率。
作為微環境制冷的先導者,酷凌時代始終致力于為激光加工行業提供高精度、小型化、智能化的冷水機解決方案。從Q420到Q580系列,我們的冷水機廣泛應用于激光焊接、激光打標、激光切割等領域,幫助客戶提升焊接質量與設備可靠性。
酷凌時代總機:0755-2995-2987
國內銷售熱線:18926549575
海外銷售熱線:18926546381、+1 (406) 310-1121
科研定制合作:18820202599
售后服務熱線:18998074790
酷凌時代公司地址:
深圳總部(酷凌時代):光明數字智造產業園1棟901
華南基地(慧川裝備):東莞大朗鎮仙龍街50號
華東基地(浙江酷凌):紹興柯橋壹迦科技園7幢5樓

酷凌時代公眾號
英文官網
Copyright ? 深圳市酷凌時代科技有限公司
粵ICP備15012317號

